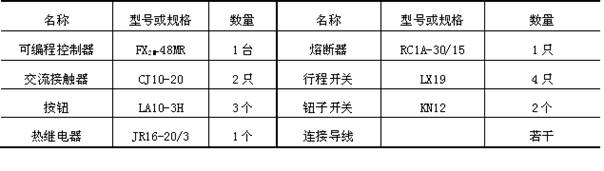
项目所需设备、工具、材料见表1。
表1
项目所需设备、工具、材料
1、项目描述
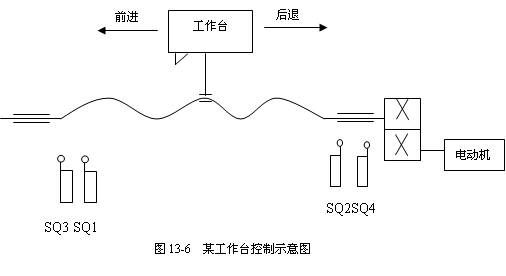
某工作台自动往返循环工作,工作台前进及后退由电动机通过丝杠拖动,如图13-6所示。要求实现如下控制功能:(1)自动循环控制(2)点动控制(3)单循环运行(即工作台前进及后退一次循环后停止在原位)(4)6次循环计数控制(即工作台前进及后退一次为一个循环,循环6次后停止在原位)。
2、实训要求
2.1
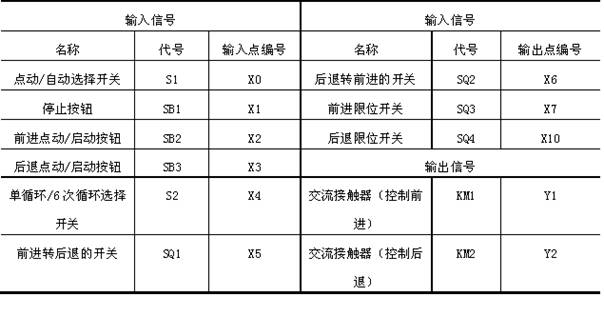
输入和输出点分配
见表13-2。
表13-2
输入和输出点分配表
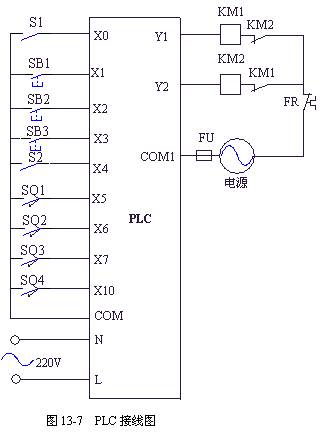
2.2 PLC接线图
按图13-7接好线。接触器KM1和KM2的动断触点实现硬件互锁。
2.3
程序设计
采用PLC控制的梯形图如图13-8所示。点动控制和自动控制由CJ指令实现。自动循环控制程序中,采用传送指令,控制工作台前进后退及限位。6次循环控制采用加1指令和比较指令配合实现。
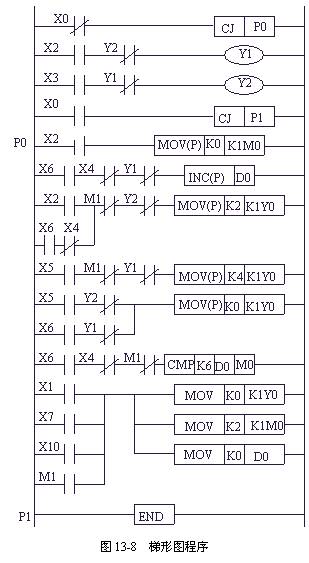
将S1、S2打开,实现自动循环控制过程如下:
当S1打开时,X0动断触点闭合,程序跳到标号P0处。按下前进按钮SB2,则X2闭合,将二进制数0传送给M0、M1、M2、M3,于是,M1动断触点闭合,
Y2动断触点是闭合的,MOV指令将十进制数2自动转换成二进制数0010传送给Y3、Y2、Y1、Y0,于是Y1闭合,电动机正转,工作台前进,当碰到由前进转后退的行程开关SQ1时,X5闭合,MOV(P)将K0(0000)传送给K1Y0,则Y1断开,Y1动断触点闭合,继而
MOV(P)将K4(0100)传送给K1Y0,则Y2闭合,电动机反转,工作台后退,当碰到由后退转前进的行程开关SQ2时,X6闭合,INC(P)指令使D0加1,MOV(P)将K0(0000)传送给K1Y0,则Y2断开,Y2动断触点闭合,继而
MOV(P)将K2(0010)传送给K1Y0,则Y1闭合,电动机正转,如此循环。当循环6次以后,CMP指令将M1接通,M1动合触点闭合,MOV指令使Y1、Y2置0,Y1、Y2闭合,使M1置1导通,使D0清0。
将S1闭合,实现点动。X0动断触点断开,执行点动操作。
2.4
运行并调试程序
(1)将梯形图程序输入到计算机,检查电源正确无误。
(2)对程序进行调试运行。
可不带电动机负载,观察接触器的动作情况即可。
先将S1、S2处于断开状态;将S1闭合,观察点动执行情况。
再将S1断开,按下SB2,观察KM1是否动作,电动机是否正转,按下SQ1,观察Y1、Y2对应的KM1、KM2的动作情况,按下SQ2一次,观察KMI动作情况,再按下SQ1,循环操作,直至按下SQ2六次后看KM1或KM2是否停止。
在运行过程中,按下SB1、或SQ3、SQ4观察KM1、KM2是否停止运行。
(3)调试运行记录。