|
|
|
|
|
|
|
|
运料小车控制模拟
|
|
2024-02-10 来源:本站 |
 |
|
|
实验设备
1、THSMS-A型、THSMS-B型实验装置或THSMS-1型、THSMS-2型实验箱一台
2、安装了STEP7-Micro/WIN32编程软件的计算机一台
3、PC/PPI编程电缆一根
4、锁紧导线若干
5、THSMS扩展实验箱一台
一、
实验目的
用PLC构成运料小车控制系统,掌握多种方式控制的编程。
二、运料小车实验面板图 图6-18-1所示
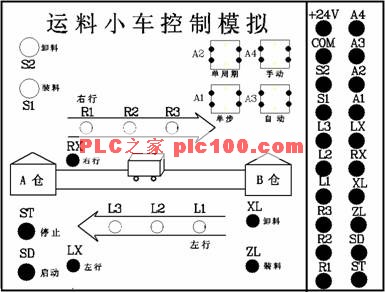
运料小车控制模拟控制面板
输入:
启动SD I0.0
停止ST I0.1 装料ZL I0.2
卸料XL I0.3
右行RX I0.4 左行LX I0.5
单步A1 I0.6
单周期A2 I0.7 自动A3 I1.0
手动A4 I1.1
输出:
装料 Q0.0
卸料 Q0.1 右行R1 Q0.2
右行R2 Q0.3
右行R3 Q0.4 左行L1 Q0.5
左行L2 Q0.6
左行L3 Q0.7
三、控制要求
系统启动后,选择手动方式(按下微动按钮A4),通过ZL、XL、RX、LX四个开关的状态决定小车的运行方式。装料开关ZL为ON,系统进入装料状态,灯S1亮,ZL为OFF,右行开关RX为ON,灯R1、R2、R3依次点亮,模拟小车右行,卸料开关XL为ON,小车进入卸料,XL为OFF,左行开关LX为ON,灯L1、L2、L3依次点亮,模拟小车左行。选择自动方式(按下微动按钮A3),系统进入装料->右行->卸料->装料->左行->卸料->装料循环。选择单周期方式(按下微动按钮A2),小车运行来回一次。选择单步方式,按一次微动按钮A1一次,小车运行一步。
一、
编制梯形图并编写程序
实验参考程序表6-18-1所示
|
步序 |
指 令 |
步序 |
指 令 |
|
0 |
LD I0.0
启动按钮 |
18 |
A M30.0 |
|
1 |
O M30.0 |
19 |
= M20.3 |
|
2 |
AN M0.1 |
20 |
LD I0.6 |
|
3 |
= M30.0 |
21 |
O M20.1 |
|
4 |
LD I1.1
手动运行 |
22 |
O M20.2 |
|
5 |
O M20.0 |
23 |
= M20.5 |
|
6 |
AN M30.0 |
24 |
LD M20.1 |
|
7 |
= M20.0 |
25 |
O M20.2 |
|
8 |
LD I1.0
自动运行 |
26 |
O M20.3 |
|
9 |
O M20.1 |
27 |
AN M0.0 |
|
10 |
A M30.0 |
28 |
A M30.0 |
|
11 |
= M20.1 |
29 |
TON T37, +10 |
|
12 |
LD I0.7
单周期运行 |
30 |
LD T37 |
|
13 |
O M20.2 |
31 |
= M0.0 |
|
14 |
A M30.0 |
32 |
LD M20.1 |
|
15 |
= M20.2 |
33 |
O M20.2 |
|
16 |
LD I0.6 单步运行 |
34 |
O M20.3 |
|
17 |
O M20.3 |
35 |
A M30.0 |
|
步序 |
指 令 |
步序 |
指 令 |
|
36 |
TON T38, +15 |
65 |
O M11.5 |
|
37 |
AN T38 |
66 |
O M11.6 |
|
38 |
= M1.0 |
67 |
A M20.0 |
|
39 |
LD M1.0 |
68 |
AN Q0.1 |
|
40 |
O M0.2 |
69 |
= Q0.1 |
|
41 |
A M20.5 |
70 |
LD M10.3 |
|
42 |
= M10.0 |
71 |
O M2.0 |
|
43 |
LD M11.4 |
72 |
= Q0.2 |
|
44 |
AN M20.2 |
73 |
LD M10.4 |
|
45 |
TON T39, +10 |
74 |
O M2.1 |
|
46 |
AN T39 |
75 |
= Q0.3 |
|
47 |
= M0.2 |
76 |
LD M10.5 |
|
48 |
LD M0.0
移位输入 |
77 |
O M2.2 |
|
49 |
AN M0.1 |
78 |
= Q0.4 |
|
50 |
A M20.5 |
79 |
LD M11.0 |
|
51 |
= M21.0 |
80 |
O M2.3 |
|
52 |
LD M21.0 |
81 |
= Q0.5 |
|
53 |
SHRB M10.0, M10.1,
+14 |
82 |
LD M11.3 |
|
54 |
LD I0.2
装料按钮 |
83 |
O M2.4 |
|
55 |
O M10.1 |
84 |
= Q0.6 |
|
56 |
O M10.2 |
85 |
LD M11.2 |
|
57 |
O M11.0 |
86 |
O M2.5 |
|
58 |
O M11.1 |
87 |
= Q0.7 |
|
59 |
A M20.0 |
88 |
LD I0.4 |
|
60 |
AN Q0.1 |
89 |
S M2.0, 1 |
|
61 |
= Q0.0
装料,S1亮 |
90 |
TON T47, +10 |
|
62 |
LD I0.3
卸料按钮 |
91 |
TON 48,+20 |
|
63 |
O M10.6 |
92 |
TON T49, +30 |
|
64 |
O M10.7 |
93 |
LD T47 |
|
步序 |
指 令 |
步序 |
指 令 |
|
94 |
S M2.4, 1 |
107 |
S M2.4,1 |
|
95 |
R M2.0, 1 |
108 |
R M2.3, 1 |
|
96 |
LD T48 |
109 |
LD T51 |
|
97 |
S M2.2, 1 |
110 |
S M2.5, 1 |
|
98 |
R M2.1, 1 |
111 |
R M2.4, 1 |
|
99 |
LD T49 |
112 |
LD T52 |
|
100 |
S M2.2, 1 |
113 |
S M2.5, 1 |
|
101 |
LD I0.5 |
114 |
R M10.1, 1 |
|
102 |
S M2.3, 1 |
115 |
R M11.6, 1 |
|
103 |
TON T50, +10 |
116 |
LD I0.1 |
|
104 |
TON T51, +20 |
117 |
= M0.1 |
|
105 |
TON T52, +30 |
118 |
R M10.1, 1
复位 |
|
106 |
LD T50 |
119 |
R M11.4, 1 |
参考梯形图如下所示:
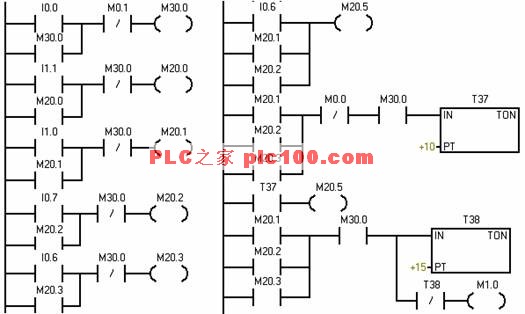
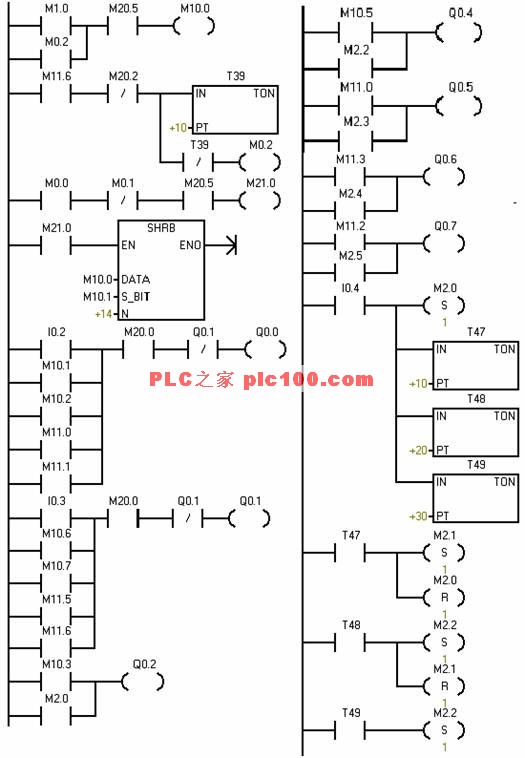  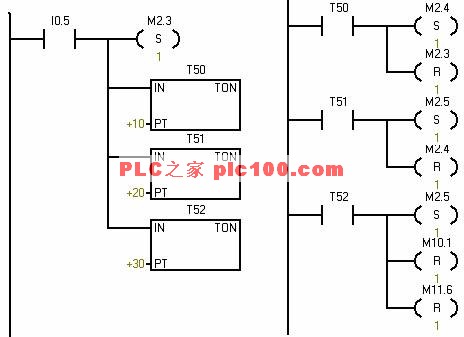
图6-18-2
|
|
|
|
|