实验设备
1、THSMS-A型、THSMS-B型实验装置或THSMS-1型、THSMS-2型实验箱一台
2、安装了STEP7-Micro/WIN32编程软件的计算机一台
3、PC/PPI编程电缆一根
4、锁紧导线若干
5、THSMS扩展实验箱一台
一、
实验目的
用PLC构成轧钢机控制系统,熟练掌握PLC的编程和程序调试方法。
二、
轧钢机控制系统模拟的实验面板图:图6-15-1所示
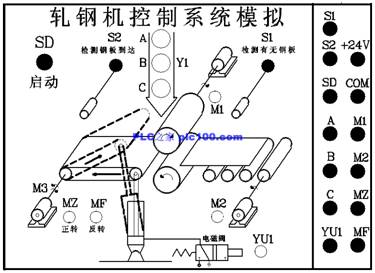
轧钢机控制系统的模拟控制面板
上图中,右框中的启动按钮SD接主机的输入点.I0.0;S1、S2分别接主机的输入点I0.1、I0.2;电机M1、M2、MZ、MF分别接主机的输出点0.0、Q0.1、Q0.2、Q0.3;A、B、C接主机的输出点Q0.4、Q0.5、Q0.6,模拟轧钢机有向下的压下量。电磁阀YU1接主机输出点Q0.7。
三、
控制要求
当启动按钮SD按下,电机M1、M2运行,传送钢板,检测传送带上有无钢板的传感器S1的信号(即开关为ON),表示有钢板,电机M3正转(MZ灯亮);S1的信号消失(为OFF),检测传送带上钢板到位后的传感器S2有信号(为ON),表示钢板到位,电磁阀动作(YU1灯亮),电机M3反转(MF灯亮)。Q0.1给一向下压下量,S2信号消失,S1有信号,电机M3正转……重复上述过程。
Q0.1第一次接通,发光管A亮,表示有一向下压下量,第二次接通时,A、B亮,表示有两个向下压下量,第三次接通时,A、B、C亮,表示有三个向下压下量,若此时S2有信号,则停机,须重新启动。
四、
编制梯形图并写出实验程序
表6-15-1所示
|
步序 |
指
令 |
步序 |
指
令 |
|
0 |
LD I0.0
启动 |
19 |
= C0
计数1次 |
|
1 |
O Q0.0 |
20 |
= C1
计数2次 |
|
2 |
AN M10.0 |
21 |
= C2
计数3次 |
|
3 |
= Q0.0 M1运行 |
22 |
LD C0 |
|
4 |
LD I0.0 |
23 |
= Q0.4 A灯亮 |
|
5 |
O Q0.1 |
24 |
LD C1 |
|
6 |
AN M10.0 |
25 |
= Q0.5 B灯亮 |
|
7 |
= Q0.1 M2运行 |
26 |
LD C2 |
|
8 |
LD I0.1 |
27 |
= Q0.6 C灯亮 |
|
9 |
AN M10.0 |
28 |
LD I0.2 |
|
10 |
AN I0.2 |
29 |
= C3
计数4次 |
|
11 |
= Q0.2 M3正转 |
30 |
LD C3 |
|
12 |
LD I0.2 |
31 |
R C0, 1
复位 |
|
13 |
AN M10.0 |
32 |
R C1, 1 |
|
14 |
AN I0.1 |
33 |
R C2, 1 |
|
15 |
= Q0.3 M3反转 |
34 |
= M10.0 |
|
16 |
= Q0.7 |
35 |
LD I0.0 |
|
17 |
LD I0.2 |
36 |
R C3, 1 |
|
18 |
AN M10.0 |
37 |
|
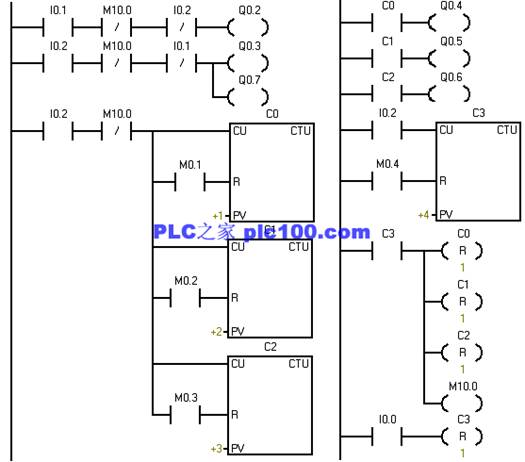
参考梯形图如下所示: