1.车床加工对控制线路要求分析
(1)主运动(切削运动)――主轴通过卡盘或顶尖带动工件的旋转运动
(2)进给运动――溜板带动刀架的直线运动
机械调速:工件材料、尺寸加工工艺等不同,切削速度应不同,因此要求主轴的转速也不同。
正反转控制:车削螺纹时,要求主轴反转来退刀,因此要求主轴能正反转。车床主轴的旋转方向可通过机械手柄来控制。
制动:为了缩短停车时间,主轴停车时采用能耗制动。
其它:显示电动机的工作电流以监视切削状况。
(3)快速移动――溜板带动刀架的快速运动
单向点动操作、短时工作方式。
(4)冷却润滑要求
车削加工中,根据不同的工件材料,也为了延长刀具的寿命和提高加工质量,需要切削液对工件和刀具进行冷却润滑,而有时又不采用,因此采用自动空气开关控制冷却泵电动机单向旋转。
此外还应配有安全照明电路和必要的联锁保护环节。
总结:C6140T车床由3台三相笼型异步电动机拖动,即主电动机M1、冷却泵电动机M2和刀架快速移动电动机M3。
2.C6140T车床控制线路分析
(1)主电路(见图2-7)
合上自动空气开关QF1
M1:交流接触器KM1主触点闭合,M1直接起动运行。
M2:交流接触器KM1主触点闭合后,交流接触器KM2主触点闭合,再合上自动空气开关QF2,M2直接起动运行。
M3:交流接触器KM3主触点闭合,M3直接起动运行。

(2)控制电路(见图2-8)
控制电路电源由电源变压器TC供给控制电路交流电压127V,照明电路交流电路36V,指示电路6.3V。即采用变压器380V/127V,36V,6.3V
①M1、M2直接起动:合上QF1→按下SB2→KM1、KM2线圈得电自锁→
KM1主触点闭合→M1直接起动;
KM2主触点闭合→合上QF2→
M2直接起动
②M3直接起动:合上QF1→按下SB3→KM3线圈得电→
KM3主触点闭合→M3直接起动(点动)
③M1能耗制动
合上SQ1→KT线圈得电→KT常闭触点断开→KM1、KM2线圈断电→KT常开触点闭合,KM4线圈得电→其主触点闭合,M1能耗制动;
KT线圈断电→延时t秒后,KT延时触点复位,KM4主触点断开,制动结束。
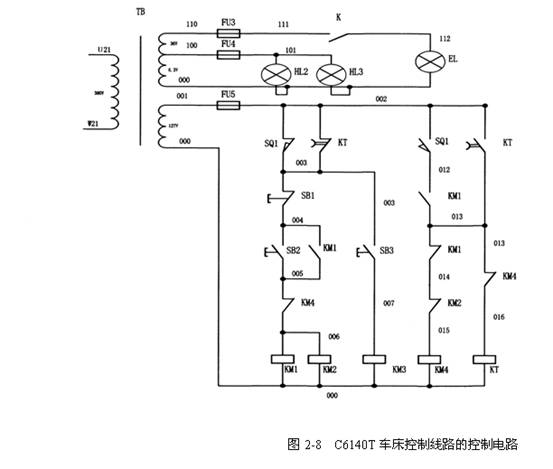
(3)照明电路
电源变压器TB将380V的交流电压降到36V的安全电压,供照明用。照明电路由开关K控制灯泡EL。熔断器FU3用作照明电路的短路保护。
冷却泵电动机M2运行指示灯HL1
6.3V电压供电源指示HL2、刻度照明HL3。
总结:
①主轴电动机采用单向直接起动,单管能耗制动。能耗制动时间用断电延时型时间继电器控制。
②主轴电动机和冷却泵电动机在主电路中保证顺序联锁关系。
③用电流互感器检测电流,监视电动机的工作电流。