一、机组技术概况概述
上引法连铸无氧铜材工艺,是国际80年代末新技术,主要用于生产光亮、大长度、高导电率的无氧铜杆、线。它把传统的铜线生产的熔铜―铸锭―加热―开坯―轧制―剥皮―拉伸等工序,简化为熔铜上引连铸两道工序。
机组采用微机监控,交流伺服电机驱动,具备优良的软件支持系统,使系统具有宽广的调速范围,使生产过程控制更为简单可靠,上引连铸铜杆质量更加稳定,成材率高。熔铜炉采用先进的精炼技术,设置熔化、保温炉三连体结构,高效节能,生产成本低,无三废污染,该机组从上引连铸、牵引、收卷实现了机电一体化,本机组可生产ф8、ф14.4、ф17、ф20光亮大长度含氧量低的铜杆线。
1、机组技术设备特点
1.采用交流伺服电机驱动,微机(PLC)控制连铸速度、节距、牵引频率,具有高分辨率、高精度驱动,高的响应速度,完成拉―停―停―反推运动,使连铸铜杆质量稳定,成材率高,上引速度0-3米/秒。并能在线调整连铸节距大小、牵引频率、反推量,操作更简便,克服了传统打链,超越离合器机械牵引的诸多弊端。
2.连铸机采用四立柱式结构,刚性好,克服了单柱式连铸机面板振动不稳而影响铜杆质量。由于铸机面板和两端设置双电机驱动,能生产两种不同规格铜杆,更换工装可生产铜管、棒、扁带。
3.熔化炉和保温炉设置三联体、四联体组合结构,可实现大块废紫铜下料(或电解铜整板下料),高效节能,无三废污染。
4.机组连铸铜杆特性:(1)密度8.9kg/dm3;(2)软态电阻率≤0.017241Ωmm2/m;(3)含氧量≤10PPM(0.001%);(4)抗拉强度≥280N/mm;(5)伸长率≥4%。注:用1#电解铜原料生产可保证以上特性,用光亮废电线电缆原料生产,可保证拉线丝至0.12mm,但电阻率不保。
2、主要技术参数
(1)主要工艺流程:用废紫铜料投入熔化炉中熔炼,在铜液上覆盖木炭,使铜液与空气隔离并对之还原除氧,熔化炉底部与保温炉连通,熔化的铜液由此流入保温炉中。保温炉的铜液上覆盖石墨片,以隔离空气和防止热辐射,铜液在此得到进一步的精炼并保持在最佳结晶温度,将结晶器装在牵引机上,接通冷却水,将牵引杆通过结晶器插入铜液中,铜液在结晶器中不断地结晶、冷却,被牵引拉出即为铜杆。
(2)主要技术参数

本机组更换工装可生产:铜管材、铜扁带材、 上引连铸ф8MM黄铜线丝材。

二、系统架构
主要产品功能规格
(1)
控制器:永宏FBs-14MCT主机,8点DI,6点DO继电器输出最高脉冲频率达200K;
(2)
伺服:使用位置控制模式(脉冲+方向);
(3)
人机界面:通过RS232以永宏协议与永宏PLC进行通信。
系统结构:
核心部分,永宏PLC作为控制器,承担着信号采集、处理,输出的任务;
上位部分,人机介面通过port0与PLC通讯,可对设备进行操及工作参数的调整,同时监控当前状况;
下位部分,主要是通过PLC脉冲输出来控制伺服进行定长拉料。
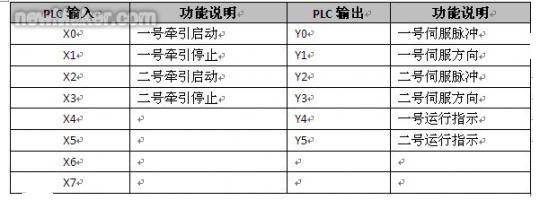
I/O配置
主机FBS-20MA:
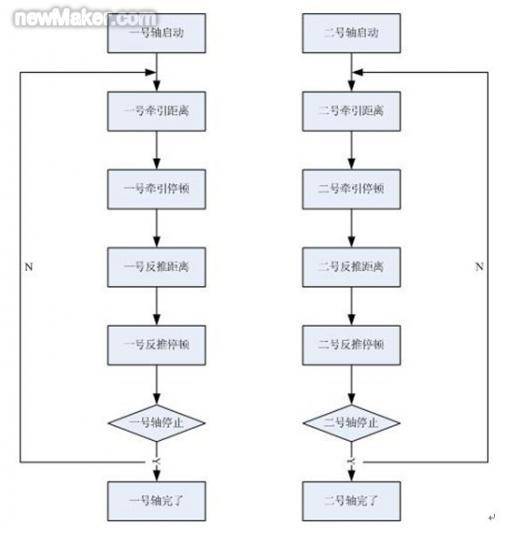
三、工作流程
通过按钮控制一号轴、二号轴伺服电机启动停止,通过人机界面设定牵引、反推长度及停顿时间,具体流程如下:
四、结束语
永宏PLC以它的高精度、高稳定性及超高的性价比,使其在工业电炉行业中得到广泛的应用;此上引法连铸机组使用永宏PLC作为控制核心,使其稳定性得到大大的提高。