|
1.程序的总体结构
如图6-22所示为机械手系统的PLC梯形图程序的总体结构,将程序分为公用程序、自动程序、手动程序和回原位程序四个部分,其中自动程序包括单步、单周期和连续工作的程序,这是因为它们的工作都是按照同样的顺序进行,所以将它们合在一起编程更加简单。梯形图中使用跳转指令使得自动程序、手动程序和回原位程序不会同时执行。假设选择“手动”方式,则X0为ON、X1为OFF,此时PLC执行完公用程序后,将跳过自动程序到P0处,由于X0常闭触点为断开,故执行“手动程序”,执行到P1处,由于X1常闭触点为闭合,所以又跳过回原位程序到P2处;假设选择分“回原位”方式,则X0为OFF、X1为ON,跳过自动程序和手动程序执行回原位程序;假设选择“单步”或“单周期”或“连续”方式,则X0、X1均为OFF,此时执行完自动程序后,跳过手动程序和回原位程序。
图6-22
机械手系统PLC梯形图的总体结构
2.各部分程序的设计
(1)公用程序
公用程序如图6-23所示,左限位开关X12、上限位开关X10的常开触点和表示机械手松开的Y4的常开触点的串联电路接通时,辅助继电器M0变为ON,表示机械手在原位。
公用程序用于自动程序和手动程序相互切换的处理,当系统处于手动工作方式时,必须将除初始步以外的各步对应的辅助继电器(M11-M18)复位,同时将表示连续工作状态的M1复位,否则当系统从自动工作方式切换到手动工作方式,然后又返回自动工作方式时,可能会出现同时有两个活动步的异常情况,引起错误的动作。
当机械手处于原点状态(M0为ON),在开始执行用户程序(M8002为ON)、系统处于手动
状态或回原点状态(X0或X1为ON)时,初始步对应的M1O将被置位,为进入单步、单同期和连续工作方式作好准备。如果此时M0为OFF状态,M1O将被复位,初始步为不活动步,系统不能在单步、单周期和连续工作方式下工作。
图6-23
公用程序
(2)手动程序
手动程序如图6-24所示,手动工作时用X14~X21对应的6个按钮控制机械手的上升、下降、左行、右行、松开和夹紧。为了保证系统的安全运行,在手动程序中设置了一些必要的联锁,例如上升与下降之间、左行与右行之间的互锁;上升、下降、左行、右行的限位;上限位开关X10的常开触点与控制左、右行的
Y2和 Y3的线圈串联,使得机械手升到最高位置才能左右移动,以防止机械手在较低位置运行时与别的物体碰撞。
图6-24
手动程序
(3)自动程序
如图6-25所示为机械手系统自动程序的功能表图。使用通用指令的编程方式设计出的自动程序如图6-26所示,也可采用其它编程方式编程,在此不再赘述。
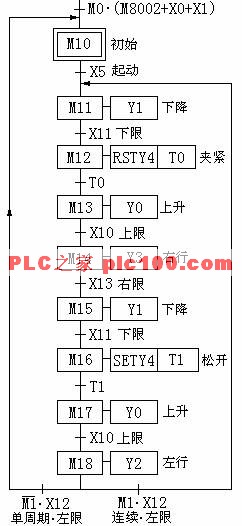
图6-25
自动程序的功能表图
图6-26
自动程序
系统工作在连续、单周期(非单步)工作方式时,X2的常闭触点接通,使M2(转换允许)ON,串联在各步电路中的M2的常开触点接通,允许步与步之间的转换。
假设选择的是单周期工作方式,此时X3为ON,
X1和X2的常闭触点闭合,M2为ON,允许转换。在初始步时按下起动按钮X5,在M11的电路中,M1O、X5、M2的常开触点和X12的常闭触点均接通,使M11为ON,系统进入下降步,Y1为ON,机械手下降;机械手碰到下限位开关X11时,M12变为ON,转换到夹紧步,Y4被复位,工件被夹紧;同时TO得电,2s以后TO的定时时间到,其常开触点接通,使系统进入上升步。系统将这样一步一步地往下工作,当机械手在步M18返回最左边时,X4为ON,因为此时不是连续工作方式,
M1处于OFF状态,
转换条件 ・X12满足,系统返回并停留在初始步M10。 ・X12满足,系统返回并停留在初始步M10。
在连续工作方式,X4为ON,在初始状态按下起动按钮X5,与单周期工作方式时相同,M11变为ON,机械手下降,与此同时,控制连续工作的M1为ON,往后的工作过程与单周期工作方式相同。当机械手在步M18返回最左边时,X12为ON,因为M1为ON,转换条件M7・X4满足,系统将返回步M11,反复连续地工作下去。按下停止按钮X6后,M1变为OFF,但是系统不会立即停止工作,在完成当前工作周期的全部动作后,在步M18返回最左边,左限位开关X12为ON,转换条件・X12满足,系统才返回并停留在初始步。
如果系统处于单步工作方式,X2为ON,它的常闭触点断开,“转换允许”辅助继电器M2在一般情况下为OFF,不允许步与步之间的转换。设系统处于初始状态,M10为ON,按下起动按钮X5,M2变为ON,使M11为ON,系统进入下降步。放开起动按钮后,
M2马上变为OFF。在下降步,
YO的得电,机械手降到下限位开关X11处时,与YO的线圈串联的X11的常闭触点断开,使YO的线圈断电,机械手停止下降。X11的常开触点闭合后,如果没有按起动按钮,
X5和M2处于OFF状态,一直要等到按下起动按钮,M5和M2变为ON,M2的常开触点接通,转换条件X11才能使M12接通,M12得电并自保持,系统才能由下降步进入夹紧步。以后在完成某一步的操作后,都必须按一次起动按钮,系统才能进入下一步。
在输出程序部分,X10~X13的常闭触点是为单步工作方式设置的。以下降为例,当小车碰到限位开关X11后,与下降步对应的辅助继电器M11不会马上变为OFF,如果YO的线圈不与X11的常闭触点串联,机械手不能停在下限位开关X11处,还会继续下降,这种情况下可能造成事故。
(4)回原点程序
如图6-27所示为机械手自动回原点程序的梯形图。在回原点工作方式(X1为ON),按下回原点起动按钮X7,M3变为ON,机械手松开和上升,升到上限位开关时X10为0N,机械手左行,到左限位处时,X12变为ON,左行停止并将M3复位。这时原点条件满足,M0为ON,在公用程序中,初始步M0被置位,为进入单周期、连续和单步工作方式作好了准备。
图6-27
回原位程序
3.程序综合与模拟调试
由于在分部分程序设计时已经考虑各部分之间的相互关系,因此只要将公用程序(图6-23)、手动程序(图6-24)、自动程序(图6-26)和回原位程序(图6-27)按照机械手程序总体结构(图6-22)综合起来即为机械手控制系统的PLC程序。
模拟调试时各部分程序可先分别调试,然后再再进行全部程序的调试,也可直接进行全部程序的调试。 |