|
摘要:
本文以三菱FX2N
PLC为基础,介绍了PLC的深度开发及运用于电镀自动线的实例。该自动线具有行车动作可灵活设定、动态修改,自动寻位、断电恢复等实用功能。此外还介绍了PLC和上位微机的通讯,以及触摸显示屏作为人机界面的实现。
关键词:
电镀自动线;PLC;人机界面
Abstract:
On the basis of Mitsubishi FX2N PLC, this paper introduces the
deep development of PLC and its application in an electroplating
autoline. It has the functions such as flexible setting,dynamic
modifying, original position recognized and recovers after power
failed. The communication between PLC and PC and a Man-Machine
Interface are introduced too.
Keywords:
electroplating autoline PLC Man-Machine Interface
1
引言
可编程控制器(PLC)以其运行可靠、易学易用、抗干扰性强等特点,在工业控制中得到广泛应用。然而较多的应用只是根据工艺编制相应的梯形图,用以代替传统的继电器电器控制线路,功能非常有限。近年来各种型号的PLC
在功能上已经有了极大的提高,允许用户做许多底层操作,几乎可以象单片机一样灵活,加上有众多的外围设备可以选用,这就给软件、硬件设计带来了很大的灵活性和先进性。本文通过三菱FX2N-PLC
在一条电镀自动线上的应用,说明如何充分开发PLC
的先进功能,达到行车动作的灵活设定、动态修改的功能,
以及断电恢复、通讯、新型人机界面的应用。
2
系统简介
系统采用集散控制,参见图1,上位机使用工控微机,负责工艺调度、质量管理等宏观控制;下位机使用三菱FX2N-PLC,控制行车的动作。行车吊勾(提升电镀工件用)的垂直定位采用接近开关,水平定位采用旋转编码器,垂直和水平的运动都使用变频控制普通交流异步电机来驱动,控制面板使用三菱的F940GOT
触摸屏人机界面。
3
PLC 的应用
3.1
动作表
行车动作无非就是上下左右受控移动,按照指定的顺序(即动作表)完成一系列的动作。要求有几套动作表可以选择,动作可以静态修改,也可以在运行时由上位机动态修改。这种要求若是仅用简单的梯形图是无法实现的,因为动作都是由梯形图中的触点指令实现,而梯形图指令在运行时是不能修改的。现在的FX2N-PLC
增加了许多应用指令(底层操作,相当于微机的汇编指令),以及提供了许多可供用户使用的数据存储单元,并且有间接寻址功能,这就使表结构操作成为可能。在这里,我们把行车的一个动作定义为:“到几号工位上升,再到几号工位下降”,或者是“延时几秒”,每个动作由一个字(16
位)组成,每个动作表由若干个动作字组成,放在PLC
的数据寄存器里,动作表由PLC
程序初始化,也可以在运行时通过串行通讯由上位机读取和修改,PLC
程序在运行时只是不断地解释和执行动作表。
3.2
动作的解释和执行
动作字有3
种:行车动作字、延时动作字、结束标志。
(1)
行车动作字:
动作字的高字节表示“上升所到的工位号”,
低字节表示“下降所到的工位号”,例如:“0205”表示让行车开到02
号工位,上升,再开到05
号工位,下降。
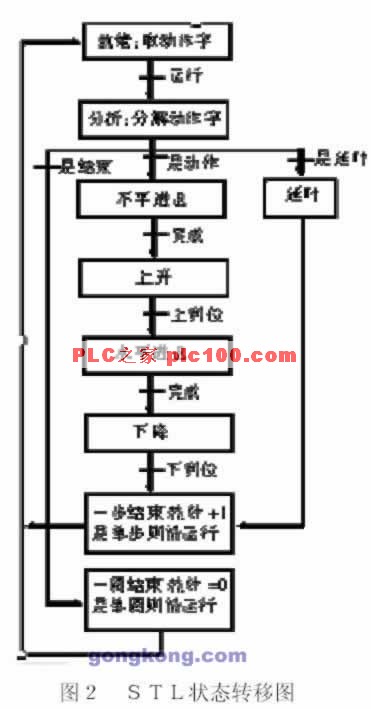
由于一个行车动作字表示的是宏动作,由:“前进或后退,水平到位,上升,上到位,再前进或后退,水平到位,下降,下到位,完成”几个微动作组成,通过FX2N-PLC
的步进阶梯指令STL
实现非常合适。我们可以把行车的宏动作分解为几个状态,在到位时进行状态
转移。参见图2
的STL
状态转移图。
垂直到位比较简单,用上下到位接近开关直接控制即可。
水平到位稍微复杂一些。在程序初始化时将每个工位的准确位置送到数据寄存器里,称做工位位置表,每个工位的实际位置数据通过实测得到。动作表、工位位置表、行车水平运动的关系请参见图3。运行时通过旋转编码器得到行车的当前位置,每毫米大约发3
个脉冲。在做水平动作时,先取出动作字,分离高低字节,得到目标工位号,将此工位号作为工位位置表的偏移量,用间接寻址方法得到目标工位位置,若当前位置大于目标位置则令行车后退,反之则前进,直到行车到目标位置前一个提前量时,令行车转为慢速;当行车到目标位置前另一个提前量时,令行车制动。这二个提前量都根据实际情况加以调整,慢速提前量通常为半个工位间隔,制动提前量根据实际的行车速度、惯性而定。经过调整,最终定位精度可以达到±1mm
左右。
图4
是行车水平处理子程序,在二个水平进退STL
状态中先设置好目标工位,再调用该子程序,行车就会前进或后退,直到目标位置停下来,发出完成标志M86,即可转入下一STL状态。
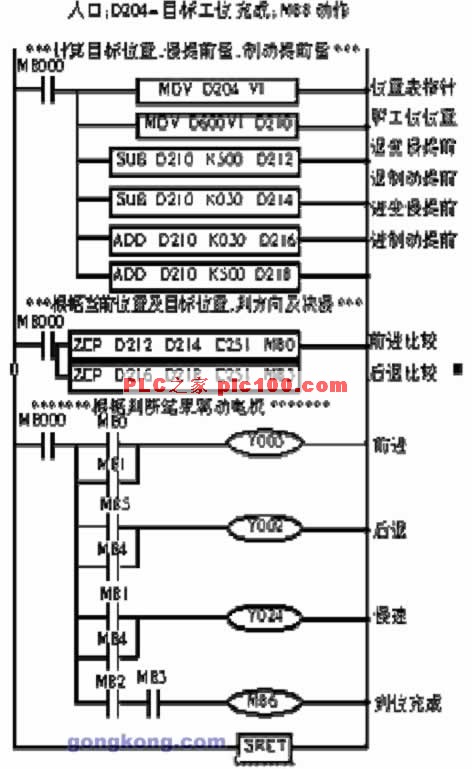
图4
水平处理子程序
(2)
延时动作字:
延时动作字的高字节用7EH
作为标识,低字节为延时值,如“7E30”。延时动作比较简单,取出动作字,分析一下若是延时动作,将延时值送延时定时器就可以了。以前的PLC
定时器常数在梯形图中设定,运行时不能改变,FX2N-PLC
定时器允许将数据存储器的内容作为定时值,才使在运行时改变定时常数成为可能。
(3)
结束标志:
每个动作表用7FFFH
作为结束标志,执行到结束标志表示一圈做完。若是单圈模式的话就
进入停止状态,若是连续模式的话就让动作表指针重新指向表首,继续运行。
3.3
自动校正
由于旋转编码器指示的是行车的相对位置,因此在运行前应该校正一下行车的绝对位置。我们采取在水平方向上安装一个校正用接近开关的方法,让行车在开始运行前先朝某方向去找校正接近开关,若在3
秒钟内未碰到校正接近开关,或碰到了极限开关,就让行车朝另一方向去找。只要碰到校正接近开关,就把旋转编码器计数器置为某一个确切值,行车的位置就校正了。在以后的运行中,行车每次经过该校正接近开关,行车位置都会被再次校正,这样可以消除积累误差。
3.4
断电恢复
以前一般的电镀自动线控制系统往往没有断电恢复功能,在电镀生产线工作中如果遇到突然断电,往往结果很尴尬。即使很快又来电了,但由于看不出是在哪一步停下来的,只能从头来过,造成已经在镀的工件报废。利用PLC
的失电保存功能,我们这个系统具有断电记忆,来电恢复的功能。为实现该功能,应该整理一下所用到的寄存单元,分为要记忆和不要记忆的二部分。象STL
状态、运行模式、运行状态等都是要记忆的,而用作动作表指针的变址寄存器V、Z
无失电保存,需要用其他有失电保存的寄存器作为映象后备。一般的临时单元都不需要失电保存,每次RUN
的时候都初始化这些单元。此外还应注意的是,尽管来电后可以继续刚才的工作,但来电后自动运行起来也是有危险的。本系统是这样处理的:当RUN的时候检查一下,若原先是在运行状态下断电,则令系统处于暂停状态,等待操作者通过操
作面板按下“运行”键后才继续工作。如果断电时正在做水平运动,则因PLC
已经失电,而行车的由于惯性仍有运动,造成PLC
记忆的行车位置和实际位置不符,在重新运行时应该自动校正。
3.5
通讯
FX2N-PLC 提供了比较良好的通讯机制,只要在主机上扩展一块RS232
通讯模块(FX2N-232BD)即可。FX2N-PLC
的应用指令中有完善的串行通讯指令,可以方便地使用。
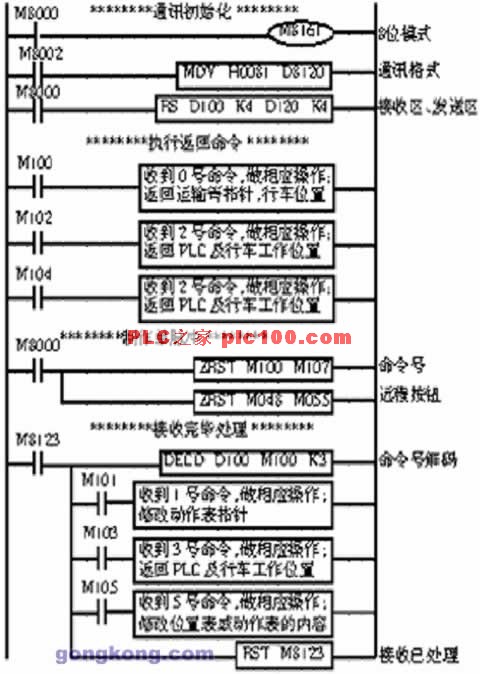
在本系统中,上位机主动发送通讯串,PLC
接收到通讯串,根据通讯串中的命令号,作出相应的动作,参见图5。上位机可以让PLC
返回或修改当前的工作状态、返回或修改动作表中的动作字等,只要编制相应的软件,上位机就可以监视、控制自动线的运行。
4
控制面板
常规的控制面板由按钮、拨盘、开关、指示灯、数码管组成,我们这次使用了三菱公司的F940GOT
人机界面,它是一个带触摸屏的彩色液晶显示器,可以自由布置各种显示、控制器件,如按钮、键盘、开关、指示灯、文字、数码管、图片、进度条等,取代了所有的常规
面板元件。这不仅大大节省了PLC
可贵的输入输出点,而且具有外观新颖、信息量大、使用方便、修改灵活等特点。在应用中还可以使用多屏画面,把各种显示、控制要求按功能分成多个画面,相当于多个小控制面板,再用一个封面画面负责切换。
图6
是本系统控制面板中的主控画面,具有运行模式(单步、单圈、连续)的设定和显示;运行状态(运行、暂停、停止)的设定和显示;工艺(动作表)选择;行车动作的显示;手动控制;当前行车位置的数字和图形显示;定位误差的显示;动作步的显示和修改;当前动作字的显示;动作表的查询显示等。
5
结束语
由于该电镀自动线充分开发了FX2N-PLC
的多种先进功能,并采用了较多的先进控制手段及新型的控制器件,使整个系统具有较优良的性能。经过一年多的实际运行,证明该系统是成功的。由此我们看到,由于PLC
具有许多优异的性能,并且功能也日益强大,只要深入
理解这些PLC
的原理,加强二次开发,就可以在更多的领域发挥PLC
的作用。
参考文献
1
MITSUBISHI 三菱微型可编程控制器编程手册2000
年9
月13
日
(200433
上海邯郸路440
号上海应用技术学院自动化系)
赵玉昆 |