ժ��Ҫ(Abstract)
���Ľ�����FX2N�ɱ�̿������ڻ��������������ϵ�Ӧ�ã���ϸ������ϵͳ�Ĺ������������ʵ�ʹ����еõ�����֤��
����This
paper introduces the application of the FX2N programmable logic
controller in the racking rollforming,detail describes the structure of
the system and has been testified in the practical engineering.
�����ؼ���(Keywords)
�ɱ�̿�����
��������������
����Programmable
logic controller racking rollforming
����
����һ��
����FX2Nϵ�пɱ�̿������ͱ�Ƶ�����ٿ���ϵͳ���
����
����1
����Fϵ�б�Ƶ���ⲿ���ӵ��ٿɷ�Ϊģ�������ٺͶ���ٵ��١�ģ�������ٿ��õ�ѹDC0~10V�����DC4~20mA�����������١��ҹ�˾��������������������豸�������ö���ٱջ���Ƶ�����ٿ���ϵͳ��һ������ⲿ�������SD�pSTF�pSTR��RL�pRM�pRH�����������ٵ��١�RL�pRM�pRH�ǵͩp�Щp���������ٶ�ѡ����ӣ�SD�����빫���ˣ�STF��������ת�źţ�STR��������ת�źš���Y10��Y11�����ʱ����Ƶ��Ϊ�������У���Y10��Y12�����ʱ��Ϊ�������У���Y10��Y13�����ʱΪ�������С������ٷֱ�����Ϊ2.0Hz�p30Hz�p45Hz����ģ��������ʱ��ͨ����̣�����FX2Nϵ�пɱ�̿��������ݲ���̨�������źţ�ѡ����Ʒ�ʽ��ģ�������ٻ����ٵ��١������ϵͳ������ͨ��DOS����ϵͳ������̵�����Ϊ��λ��ʵ�ֿ��ƹ��ܻ��ϴ���������ʵ�������̬��ʱ���ƻ��ϴ��������Ƽ�������������ʵ���йع��ܡ�
����
����2
����FX2Nϵ�пɱ�̿�������С�ͻ������ٶȣ������ܵIJ�Ʒ����FXϵ������ߵ��εij�С�ͳ���װ�á�����̽��MELSEC
FX2N-32MR�ڻ����������������������е�Ӧ���ص�:
����
��������
ϵͳ���ɡ�
����
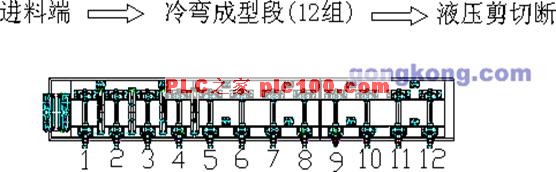
����1��������������ͼ��
����
����
����ͼһ��������������ռ�ͼ
����
����1.1���ݻ����������������������Ϳ�����Ƽ����������Ҫ���������������������鹲��12վ��¥���ɣ��־����ɵ�һվ��¥ǰ�Ĵ��ϵ���װ�ý��ִ���������������������ͼӹ��������������������22KW��������ʸ�����Ʊ�Ƶ�����첽��Ƶ�������ϵͳ���ɣ�����¥��Ķ������ݿɲ������������������ʵ�֣�����ϵͳѡ��MELSEC
FX2N-32MR�ɱ�̿��������ջ����Ʒ����ź���1200����/ת����ת���������������ṩ�źſ��������ⳤ��������ѡ�ı������������Լ���Ҫ�ߵ�λ������ȷ���ö�Ӧ�ļƲ���������Ȼ������PLC��ʹ���ڼƲ��Ӧ��������ʱ������Ӧ�Ķ�����ʵ�ֲ�Ʒ�����жϵľ�ȷ���ƣ���������ȿ��ƾ��ȿɴ���0.5
mm���ϣ����ظ����ȿ������ֲ���Χ�����1mm��
����
����2
ϵͳӲ���ṹ����Ҫ����
��������2.1
PLCѡ����FX2N-32MR�����FX2N-232-BDͨѶģ�顣��1ֻ
��������2.2
������ѡ���ͺ�Ϊ��GP37W2-BG41-24V���������������λ��ϵͳ��
��������2.3
KOYO��ת������TRD��NH1200-RZ����������24V���ص�Դ����1̨
����2.4
������ʸ�����Ʊ�Ƶ����FR��A540��22K-CH��Ƶ����1̨
����2.5
�������ͽ����첽�綯����Yϵ�У�4����22kW
��1̨��
����2.6
��������ѡ�����
����
������.
�����ջ�������ϵͳԭ��
����
����3.1Ҫʵ�ֻ����������������������ͻ���ıջ������ƣ�������ݱ�Ƶ���ͱ�Ƶ��������ԣ�������һ���غ��±�Ƶ�������ڵ�������ٺͼ����������ߣ�����ݲ�ͬ��Ʒ�ƺ��ı�Ƶ�������Բο����ϡ��������ӹ����ĸ������ԡ�����ĸ������ԵȽ�����ʱ��������������ԭ����ͼһ��
��
 ��
��
��
��
��
��
��
��
��
��2. 2��������˼��Ϊ��1����������ת���������������ĵ�ǰ�ٶ��ź���ʱ������Ƶ�����������Ƶ��ֵ���Ӷ���֤��Ƶ�������Ҫ����ٶ�ƽ�����У��仹�����ڱ�����ݾ��������Ʒ�ij�����Ҫ���ɲ������ɵ�ѡ����Ӧ���ٶȿ���ģʽ������ʱ�˶����ٶ�����ٿ���ʱ�䡢ƽ�������ٶ�����롢�����˶����ٶ������ʱ��Ƚ��б�Ƶ������ʱ������ȷ���������м����Ʒ������й��̵�ƽ�ȣ��������ȶ��γɵ�ϵͳ������ϣ�2����������ת�����������������������ǰ��������������λ���źż�Ԥ���趨�Ŀ��Ʒ�����ʱ������Ƶ�����������Ƶ��ֵ��ʹ��Ƶ������Խϸߵ��ٶ����е��ӽ������Ʒ�����жϳ��ȵ�λ�ú��ٶ�ƽ�Ƚ����ϵ͵��ٶ��¹����������жϿ��ƴ�ȷ�ƶ�ͣ����Ҫʱ�ɲ�ȡ��е��բϵͳ���������ٶ�λ����ͨ��������Ƶ㷢���жϿ����ź�ʵ��Һѹͣ����PLC����ϵͳ�ڹ���������ʵʱ�ɼ��������ݣ������ϵ������������������ݿ���ı�λ�ò������бȽϺͿ��ƾ��ߣ��Ӷ��ﵽ����ȷ��λ�������ҵЧ�ʵ�Ŀ�ģ�������ϵͳ����������Ϣ��ʵ����������ϵͳ��ȫ�涯̬������
����
����3. 3���ҹ�˾���ڵĻ�����������������������߿���ϵͳ�У��ɱ�̿�������Ҫ������λ��������״̬���״̬��ֱ�ӿ���ϵͳ������ͣ���������Ƶ�Ԫ��Ͷ�У����������״̬����λ�������������������ۺϿɱ�̿��������������豸�����ݣ�������Ӧ�Ĵ�������ʾ��
����
����
�����ģ�
�������������������������յĸ��ػ�е���Ժͱ�Ƶ����ѡ��
����
������ϵͳ�ĵ����϶���Ҫ���������������˶�����������TLȡ��������������־���֮���Ħ����FL�����������뾶r�ij˻�����TL=FL��r����������������İ뾶r�Ǻ㶨����ģ�Ħ����FL�Ĵ�С����Ӧ�������Ʒ�Ŀ�����ƹ���ˮƽ������Ĵ���Ч�ʺ���ز������������Ħ��ϵ�����йأ���ת�ٸߵ�ϵ�������ǵ��͵ĺ�ת�ظ��ػ�е���ԡ��ɳ���ѡ������FR-A540ϵ�б�Ƶ������
������
������������FR-A540ϵ�б�Ƶ�������������ԣ�
����
���������������Ƚ��Ĵ�ͨʸ�����ơ����ڲ����˾���ָ������RISC����оƬ��ʹ֮����ȫ�µ������Զ��������ܣ�ʹ����ڲ�Ӱ�������ٶȵ������Ѹ�ٵõ�������
����
�������������ж���ٶ�ѡ���ܣ����и���RH������RM������RL���ڶ���/����ʱ��ѡ��RT��©���������SD�ȶ��ӣ�����ͨ��PLC�������ֱ�ӿ���������ӵ�ON/OFF״̬��ʵ�ֱ�Ƶ���ٶȵ��������½��;�ȷͣ����ÿ���ٶȵĴ�С���ɱ�Ƶ������Ԥ�����趨��
����
���������������������״�������������������Soft-PWM�����ط�ʽ��ʵ�ָ����������У����ܼ��ٶ�����Ƶ���ţ��������ڽ���PLC����ת�������Ŀɿ����С�
����
�������������ٷ�Χ��1��120��0.5Hz~60Hz����ʱ�����ҵ�Ƶ���������ȶ��ɿ��������Զ�������,�����ڲ�ͬ��Ʒ�Ƶĵ����ʵ�ָ߾������С�
����
�����������������������������Ҫ���İ��������ڻ���������������������ι��ʡ��˷������빤��֮���Ħ���������������Ħ���������˷����鴫��������������ģ�һ����þ�����㷽�����ʽ�����Ŵ����ķ�����ͬ���㣬ͨ��������������͵ijɹ�����������Ȳ��㣬������ȷ�������ͺű�Ƶ����ʵ�ʹ��ʡ�
����
���������ۺ϶������أ�����ѡ��������FR-A540-22kW-CH��Ƶ����������֤������Ի����������������������ͻ������PGL�巴������ֽϴ�Ķ�λ����ȡ����PLG����ƣ������ñ�Ƶ���Ķ����ѡ���FR-A540�ĸ�������ʵ�ֻ����������������������͵Ķ�λ���ơ�
����
�����壮�ⲿ�ӿ����
����
��������FX2N��PLC���ö�����ټ������������������ԣ�ѡ������������������롢Ӧ��Ƶ��Ϊ30kHz��C251������������ת��������A��B�������PLC��X0��X1����������������ȶ��ز������������������������ϼӹ���Ʒ����Ҫ�ıջ����Ʒ����źţ�ʵ�������Ʒ�ļӹ����ȡ�λ�ö�λ��ij���Ƚϼ������źŵ������ʵ�������Ʒ�Ķ���Һѹͣ��������������������ٶ����Ƽ���Ϊ���������ܳ���Ӧ��Ƶ��Ϊ30kHz�ij˻��ٳ���ת��������ÿת������������˾ѡ�õIJ�����ֱ��Ϊ��60mm���ܳ�Ϊ188.5mm����ÿ������˶�λ��Ϊ��188.5mm��30000��1200=4.1725M��ԶԶ����������������������������������ٶ���20��/�ֵ�Ҫ��
����
����FX2N-32MR���������ⲿ���߷�ʽΪ����ʽ����COM0~COM3��4��COM����16��������Ӧ����������ѡ�������ĵ�Դ��ʽ����Y0��Y1��Y2��Y3��Y4ֱ�����Ƶ����STF����ת��������STR����ת��������RH��RL��RT��������PLC��4������㹫�õ�COM1�����Ƶ��SD������������ֱ�ӿ��Ʊ�Ƶ�������ϵͳ����Ӧ�ٶȣ�����ʡ���д���պ��г̡���Ӧ�����ĵ��ʽ�̵�����Ӵ��������������ʵ�ֵ�ŷ�ʵ��Һѹ�������ȶ�����
����
������PLC��дһ��32λ�ĸ��ټ���������Ƚϸ�λָ��DHSZ���ô�������PLC���ݼĴ���D��ֵ����ֵ������������Ϊ������������C251��¼�ı��������������бȽϣ��������������ʱ��PLCָ���Ƶ���͵��ͣ������������ֵ���飬�����ҵ���ȷ�ı���������������Ȼ�����ٶȿ��ƹ���
�ĸ��η�������������ָ��PLC��ʱ���Ƶ�������ٶ��л�ָ�����ʱ������õ������У���������ʵ�ʳ��Ȼ�������ʵ�ʼ�¼Ϊ��
����
��������/����ʱ��������DZ�Ƶ���������õĹؼ������������ѭ��������������������������������ת������ֹͣ��Ϊһ���������ڣ�ÿһ�����еļ���������Ʒ���жϹ��̼�ϵͳ������λ������������Щ���������Ե�����λ���е��жϿ��ƾ��ȼ����������Ч�ʣ�ʹ���ʺϸ��ɵ�Ҫ��
����
������
Ӧ��Ч��
����
���� PLC+��Ƶ������ʵ�ֵĶ����ϵͳ����ȷ���˻������������Զ�������Ҫ���������ȶ��ɿ�����λ���ȸߵ��ص㡣ʵ��Ҳ֤��FR-A540-22KW��Ƶ����ȫ��������������ĵ��ٺͻ�����λ����Ҫ�����������Ч�ʡ�����PLC+��Ƶ�����Ʒ�ʽҲ������������Ҫ�ٶ���ϼ���λ���Ƶĵ����Ƶ����ϵͳ��
����
�������ݽ��������������Զ�����չ���������ٶȵ��趨��������۵ķ�չ��Ӧ�á����������趨��ʵʱ���ڡ������е�豸�Ĺ�����ϵĴ�������ʾ��������PLC���ƹ��ܺͷ�չ���ϣ���Ȼ�ܴٽ��������������Զ�����չˮƽ��
����
������Ҫ�ο����ף�
����1�����Ƚ�����������������Ӧ�á���ұ��ҵ�����磬1994.8
����2�������Ƶ������FR-A500ʹ���ֲ�.
����3������FX2Nϵ���Ϳɱ�̿�����ʹ���ֲ�
����4������FX2Nϵ���Ϳɱ�̿���������ֲ�
����
������ϵ��������������
������ϸͨѶ��ַ�����ж���·129#3-401��
�����������룺212008
������ϵ�绰��0511-8817039
�����ֻ���13852913810
����E-mail��ַ��zhangweiguo-zj@163.com
����������λ�������ִ��豸����˾
�������ߵļ�����
�����У�����1968�꣬��ҵ�ڽ��մ�ѧ�豸�������������רҵ������ʦְ�ƣ���Ҫ������ҵ���豸������ά�ޡ���Ʒ�����ȹ�����