|
【摘要】
介绍了以三菱的PLC和GE的IFIX的组态软件为核心的涂胶生产线监控系统的设计和实现方法。该系统在功能、性能和控制精度都是在生产线上的典型应用,投入运行后提高了生产线的工作效率。
【关键词】
PLC IFIX 上位机
在生产的过程中,各参数对涂布的质量有很大的影响,这些数据包括温度、张力、瓦斯浓度等,涂胶制程参数反映到产品质量。现在只能通过现场人员书面记录涂胶参数,由于机器事件的发生存在实时性,采用人工登记不能及时准确地反映各种异常数据,影响生产效率。为此设计了生产线的监控系统,对各参数进行集中监控,并保存数据进行分析。
1 系统概述
系统主要由计算机、PLC、现场仪表和软件四部分组成,系统的构成如下图:
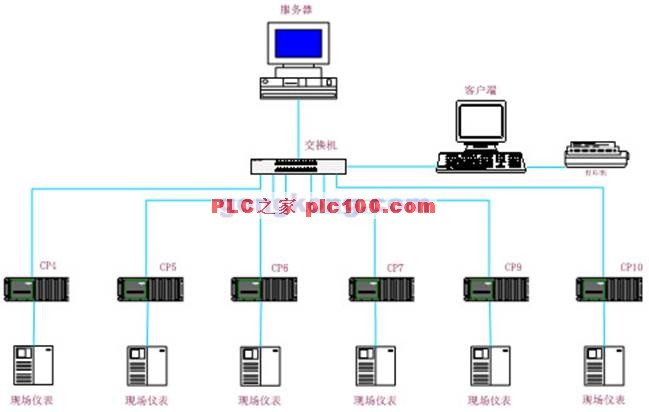
整个生产线分为CP4、CP5、CP6、CP7、CP9、CP10六个部分,采用六套三菱QnAs系列PLC进行控制,均采用以太网与上位机进行通讯,PLC采集现场仪表的信号和控制现场的设备,大部分为4-20mA的标准信号,并完成与服务器的数据交换。上位机部采用C/S结构,服务器和工作站之间采用10M~100M的以太网通讯技术,保证了数据传输的可靠性。HMI界面由GE
FUNUC(GE
Fanuc自动化软件)的IFIX3.5C组态完成。
2 系统的主要功能
1.
数据采集功能 通过PLC完成现场仪表信号的采集。
2.
设备控制功能 通过PLC能够控制现场设备。
3.
显示功能 通过上位机的界面可以形象地反映现场设备的状态和实时地显示现场仪表的值。
4.
报警功能 通过上位机的IFIX组态软件可以实现当现场采集到的参数超过设定值时进行报警。
5.
数据保存功能 可以将现场采集到的数据保存一定的时间,以便于分析和处理
6.
报表打印功能 打印出的报表与原来手动操写的表格一样,增加了现场数据的准确性和增加了工人的工作效率。
3硬件设计
采用三菱QnAs系列PLC,各套PLC的点数统计如下表:


PLC的模块配置如下图(以CP4为例):

考虑到以后系统的扩展,各种模块的通道都有一定的余量。PLC的以太网通讯模块配置有RJ45接口,方便网络的连接。该系统PLC采用模块化结构,配置灵活,功能齐全,运行可靠,具有良好的适应性和抗干扰能力,而且指令丰富,可以很方便地进行算术运算和逻辑控制。
服务器和工作站的计算机采用HP系列,采用C/S结构,服务器和工作站之间采用10M~100M的以太网通讯技术,保证了数据传输的可靠性。服务器完成对温度、张力、风量、瓦斯浓度等参数的采集。工作站以表格、图形和动画的形式将现场的数据和设备的状态实时的表现出来,并完成对数据的记录、查询和报表。系统可根据用户的定义自动产生报警信息,并实时反映在计算机屏幕上,同时也可将目前操作现场发生的报警以声光形式发出,通知操作人员对报警信息做出相应的处理。
4硬件的优化措施
1.
服务器和上位机配备山特的UPS,以保持电源的稳定性,在掉电情况下仍然可以维持服务器和上位机的运行。
2.
对PLC采用净化电源供电,提高了电磁兼容性。
3.
采用合理的布线方式,信号线和电源线分开,以免信号线受到干扰。
4.
通讯线采用超五类屏蔽双绞线,防止通信过程中受到电磁的干扰。
5软件设计
5.1 PLC软件设计
使用三菱的GX
Developer编程软件,用梯形图的形式根据现场的实际情况进行编程。
5.2上位机软件设计
在服务器上和上位机上安装有WINDOWS XP系统,用GE公司的IFIX进行人机界面开发时都是在XP系统下进行,软件的架构采用IFIX的C/S结构,因此两台计算机可以在相同的时间进入不同的系统进行独立的操作,此操作不会影响到对方的机器,该种软件架构可以使系统很容易的进行扩充,目前系统同一时间可完成对多套系统的操作,以后在要求同一时间对更多的系统进行操作时仅仅增加工作站就可以完成该要求,而服务器端不需要做任何的改动。服务器安装IFIX SCADA无限点运行版,IFIX的数据库在服务器上,采集和记录的最快速度可以达到1秒,上位机共享服务器的数据库,因此上位机选择IFIX运行版即可。
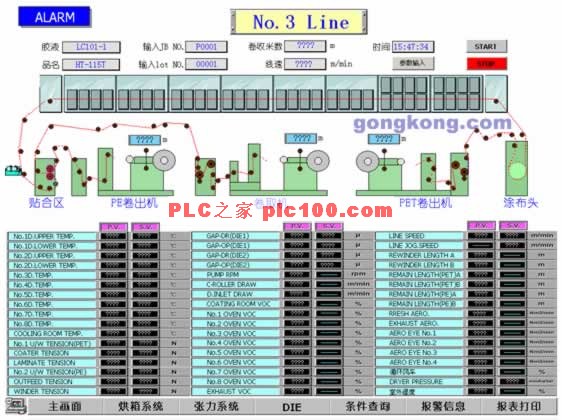
IFIX开发的人机界面分为主画面和各分系统,主画面是整条生产线的一个总貌,然后再细分为烘箱系统、张力系统、DIE系统。同时还有趋势曲线、数据查询、报警和报表的界面。报表采用EXCEL电子表格,可以保持表格和原来的表格相似。下图为人机介面的主画面。
5结论
新的系统操作简单,运行可靠,大大提高了生产效率,更好地保存了生产过程中的数据,便于日后进行分析。 |