助记符与功能:
符号、名称 功能
可用软元件
程序步
AND 与 a触点串联连接
X,Y,M,S,T,C 1
ANI 与非 b触点串联连接 X,Y,M,S,T,C
1
当使用M1536-M3071时,程序步加1。
指令说明:
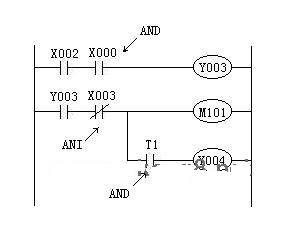
用AND,ANI指令可进行1个触点的串联连接。串联触点的数量不受限制,该指令可多次使用。
OUT指令后,通过触点对其他线圈使用OUT指令,称之为纵接输出,(下图的OUT M101 与OUT Y004)
这种纵接输出,如果顺序不错,可多次重复。
串联触点数和纵接输出次数不受限制,但使用图形编程设备和打印机则有限制。
建议尽量做到1行不超过10个触点和1个级圈,总共不要超过24行。
编程:
|
|
0 LD X002
1 AND X000
2 OUT Y003
3 LD Y003
4 ANI X003
5 OUT M101
6 AND T1
7 OUT Y004
|
|
|
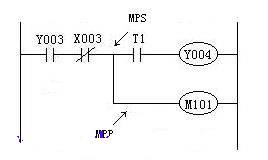
如上图所示,紧接着OUT
M101以后通过触点T1可以驱动OUT
Y004,但如是驱动顺序相反(如左图所示)时,则必须使用后面讲到的MPS和MPP命令。 |