一、填空题:
1.状态元件中
用于初始状态。
2.PLC输出端可分为很多组,同一组的输出电源
,不同组的输出电源
。
二、综合题:
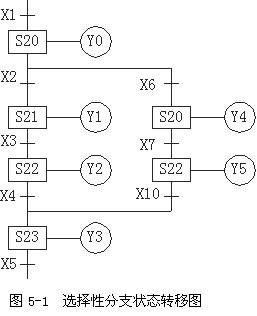
1.有一选择性分支状态转移图如图5-1所示。请对其进行编程。
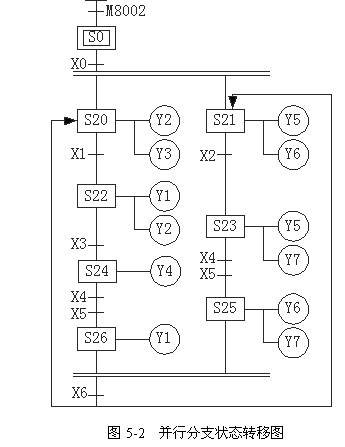
2.有一并行分支状态转移图如图5-2所示。请对其进行编程。
3.用PLC实现三相笼形异步电动机正反转控制。
(1)画出PLC的外部接线图,写出PLC输入输出端子分配(接触器线圈电压为AC220V);
(2)编写PLC梯形图;
(3)写出指令表。
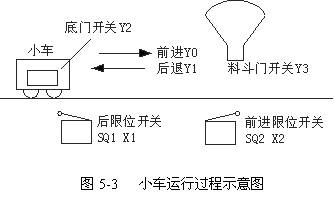
4.有一小车运行过程如图5-3所示。小车原位在后退终端,当小车压下后限位开关SQ1时,按下启动按钮SB,小车前进,当运行至料斗下方时,前限位开关SQ2动作,此时打开料斗给小车加料,延时8s后关闭料斗,小车后退返回,SQ1动作时,打开小车底门卸料,6s后结束,完成一次动作。如此循环。请用状态编程思想设计其状态转移图。
5.电镀流水线控制程序的编制:
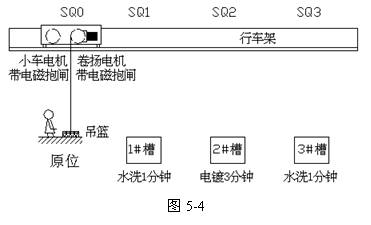
要实现的任务:有一电镀流水线,见图5-4。工人在原位装好工件后按动起动按钮,自动松开卷扬电机抱闸,卷扬电机正转,吊篮上升,上升到位后卷扬电机停止,同时卷扬电机抱闸动作,进行制动,接着小车电机抱闸松开,小车电机正转,小车前进,来到1#槽上方后,小车电机停转,同时小车电机抱闸动作,进行制动,然后松开卷扬电机抱闸,卷扬电机反转,吊篮下降,下降到位后卷扬电机停止,同时卷扬电机抱闸动作,进行制动,在1#槽停留1分钟,然后松开卷扬电机抱闸重复上述过程,经过2#槽停留3分钟,经过3#槽停留1分钟,当在3#槽上升到位后,小车直接回到原位,重复卷扬电机下降过程,准备工人卸下工件重新装上工件后进行下一次电镀。
各输入/输出分配:
X000
流水线起动
Y000 小车电机正转
X001
流水线停止
Y001 小车电机反转
X002
SQ0 Y002
卷扬电机正转
X003
SQ1 Y003
卷扬电机反转
X004
SQ2 Y004
小车电机抱闸
X005
SQ3 Y005
卷扬电机抱闸
X006
吊篮上升到位
X007
吊篮下降到位
要求:(1)给出硬件接线图。
(2)给出控制程序。
注:硬件接线图与控制程序(指令表形式)在以下空白处给出。