|
一、实践目的
1.进一步巩固本课程所学知识;
2.掌握一般生产机械PLC控制系统的设计与调试方法;
3.掌握一般生产机械电气线路的施工设计;
4.培养查阅图书资料、工具书的能力;
5.培养工程绘图、书写技术报告的能力。
二、三面铣组合机床概述
三面铣组合机床是用来对Z512W型台式钻床主轴箱的Ф80、Ф90孔端面及定位面进行铣销加工的一种自动加工设备。如图8-35所示为加工工件的示意图。
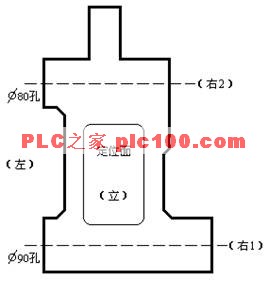
加工工件的示意图
(1)基本结构
机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件松紧油缸等组成。机床底座上安放有床身,床身上一头安装有液压动力滑台,工件及夹紧装置放于滑台上。床身的两边各安装有一台铣销头,上方有立铣头,液压站在机床附近。
(2)加工过程
三面铣组合机床的加工过程如图8-36所示。操作者将要加工的零件放在工作台的夹具中,在其他准备工作就绪后,发出加工指令。工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进,同时起动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电机同时停止。待电机完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束。操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述工作过程。

三面铣组合机床的加工过程
(3)液压系统
三面铣组合机床中液压动力滑台的运动和工件松紧是由液压系统实现的。如图8-37为液压系统的原理图,其液压元件动作情况如表8-4所示。
液压系统原理图
液压元件动作表
|
元 件
工 序 |
YV1 |
YV2 |
YV3 |
YV4 |
YV5 |
BP1 |
BP2 |
|
原
位 |
― |
(+) |
― |
― |
― |
― |
― |
|
夹
紧 |
+ |
― |
― |
― |
― |
― |
+ |
|
快
进 |
(+) |
― |
+ |
― |
― |
― |
+ |
|
工
进 |
(+) |
― |
+ |
― |
+ |
― |
+ |
|
死挡铁停留 |
(+) |
― |
+ |
― |
+ |
+ |
+ |
|
快
退 |
(+) |
― |
― |
+ |
― |
― |
+ |
|
松
开 |
― |
+ |
― |
― |
― |
― |
― |
(4)主要电器参数
电机、滑台、电磁阀参数如下:
1)左、右2铣削头电动机:JO2-41-4,4.0kw,1440转/分,380V,8.4A;
2)立、右1铣削头电动机:JO2-32-4,3.0kw,1430转/分,380V,6.5A;
3)液压泵电动机:JO2-22-4,1.5kw,1410转/分,380V,3.49A;
4)电磁阀:二位二通阀
Z22 DO-25,直流24V,0.6A,14.4W;二位四通阀
Z 24 DW-25,直流24V,0.6A,14.4W;二位二通阀
Z 22 DO-25,直流24V,0.6A,14.4W。
三、三面铣组合机床的控制要求
1.有单循环自动工作、单铣头自动循环工作、点动三种工作方式;
2.单循环自动工作过程如图8-36所示,油泵电机在自动加工一个循环后不停机。
3.单铣头自动循环工作包括:左铣头单循环工作、右1铣头单循环工作、右2铣头单循环工作、立头单循环工作。单铣头自动循环工作时,要考虑各铣头的加工区间。
4.点动工作包括:四台主轴电机均能点动对刀、滑台快速(快进、快退)点动调整、松紧油缸的调整(手动松开与手动夹紧)。
5.五台电机均为单向旋转。
6.要求有电源、油泵工作、工件夹紧、加工等信号指示。
7.要求有照明电路和必要的联锁环节与保护环节。
四、实践任务及要求
1.确定输入/输出设备,选择PLC;分析确定系统方案画出设计合理PLC控制系统;
2.绘制PLC外部接线图(含主电路、外部控制电路、I/O接线图等);
3.根据三面铣组合机床的控制要求,画出系统的功能表图
4.编制PLC梯形图程序并调试
5.正确计算选择电器元件,列出电器元件一览表;
6.绘制电气接线图,接线并调试;
7.整理技术资料,编写使用说明书。 |