一 系统概述
某造纸厂生产线1600纸机自84年投入使用,每年都创造着良好的经济效益,特别是自从96年以来通过一系列的改造(如二次涂布的改造、二组烘缸提高干燥能力的改造、上网绝干量控制的改造以及新增3米大缸的改造)之后,其产质量已得到了飞跃的提高,产量由过去的年产1.1万吨增加到1.7万吨,质量也今非昔比。随着产量的提高,纸机暴露出设计车速较低的问题,生产车速已经达到传动系统的最高设计车速75米/分,并且原来的直流总轴传动方式表现出来的速度慢、传动效率低、耗能高、控制方式落后、维护困难等缺点,大大制约了纸厂的进一步发展。为了使产品在激烈的市场竞争中立于不败之地,决定通过改变纸机的传动方式,以提高纸机的生产车速,扩大产量,提高生产效率,减少设备故障和设备维护成本,以创造更大效益。
二 系统要求
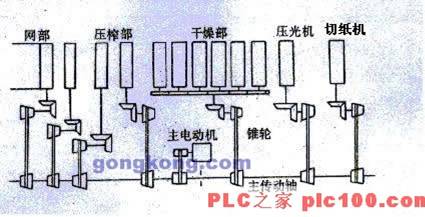
原有纸机采用单直流电机总轴传动,通过机械分配转速的方式,如下图所示。由于在生产过程中机械磨损、皮带的打滑等因素,造成速度匹配失调,容易形成断纸、厚薄不均等现象。同时由于现场高温潮湿,使直流电机维护量增加。为了优化产品质量,提高劳动生产率,取消直流电机及其动力的机械传动部分,在每一个传动分部安装交流电机,采用交流分部传动方式。
在这次改造中我们采用了西门子公司的交流传动控制系统来实现,通过先进的控制方式,方便的人机交互系统,实现生产的全自动化,改造的基本目标如下:
1. 提高生产车速:纸机的车速由原来的最高75米/分提高至125米/分。
2.
操作方便:由于采用了人机接口,可以直观的了解设备运行的参数及状况,操作简单,便于调试。
3.
节能:由于弃用了原机械传动系统,大大降低了机械损耗,而且由于交流变频传动系统在运行时一部分变频器处于发电状态,进一步节省了电能,初步估计比原系统节电40%左右。
4.
可靠性高:由于弃用了机构复杂的机械传动系统,提高了系统的可靠性,节约了维护的费用,简化了维护的过程。
5. 产品质量的提高:避免了直流电机的电刷粉尘对纸张质量的影响,
各部分的负荷控制和传动的管理比较方便,便于生产过程的自动控制和调整,降低维护费用和节省劳动力。
三 系统配置与功能实现
1.系统结构如下图所示:

2.系统原理概述:
通过交流变频器控制每个传动电机的转动速度,经过减速箱传递给各个部分的传动轴,电机的转速通过光电编码器反馈回变频器,通过矢量运算,变频器能够确定和控制转矩和磁通的电流分量,从而获得同直流传动相媲美的动态特性。上位控制系统通过总线的通讯方式控制每一台电机的转速,并根据工艺要求实现全线的速度同步、张力控制和加减速控制等,实现整个生产过程的监视与参数调节。
3.设备组成:
交流传动系统采用西门子MasterDrives全数字变频调速系统,实现高精度的矢量控制方式。整个系统采用公用直流母线工作方式,由一台整流单元,23台逆变单元等构成。传动电机采用标准4极电机,增量型编码器作为速度反馈装置。每台逆变单元中安装现场总线控制卡CBP,可将调速装置中的各种工作状态和工作参数传送给上级控制系统西门子S7-300
PLC,实现全线高精度的速度同步。整流单元将三相380V的交流电转换成540V的直流电供给逆变器,当系统处于制动状态时,可以通过制动单元制动。
四 使用效果分析
纸机传动改造工程自筹备开始,在短短的3个月内就完成了由设计、采购到安装调试的全过程。在停机改造期间,我们克服了种种困难,加班加点使新的传动系统按时完成并进行了连续72小时无故障运行的测试,其各项指针均达到了设计目标和要求。主要表现在:
1.系统调速精度高,性能安全、可靠、稳定。
由于系统的性能提高,而且操作监测方便,操作人员在引纸时的断纸现象大为减少,并且改变了过去因车速不稳定而不能解决的问题:在底层先引好纸后再上面浆,这就大大减少了生产过程中面浆的损耗,节约了生产材料。
2.切纸机的精度大为改善
切纸机的长刀过去采用的是机械调速方式,当生产中需要改变纸的分切长度时,操作人员就要手动调节长刀的机械传动比,这种调节方式精度差,调刀时间长,这次改造中我们运用PLC来自动计算切纸长度与长刀电机的转速关系,然后通过控制长刀电机的转速,达到分切长度准确、调刀方便快捷的功能,其分切精度由过去的±0.2%提高到±0.1%,而调节时间由过去的10分钟减少到现在的30秒,各项指标创造了国内同类切纸机的新记录。
3.节能效果明显
纸机交流分布传动的改造的顺利完成,为企业带来了明显的经济效益,并为公司的长久发展打下了坚定的基础。