���������е�WS1.1��λΪ��������PLC�ڸ�װ�����е�Ӧ�á�
����ת�����һ���иߵ��������㲿�������ɶ��������ɣ���Ҫ������ͬ���豸������һ���Ĺ����������װ�����������������У�����Ҫ��ɻ�����װ�䣬��Ҫ�Թ���������ѹ����λ�ơ�ʱ��Ȳ�������ʵʱ��أ������㹤����������ϸ�Ҫ��֤װ������������ת����Զ�װ���߾�������������ܵ�һ���豸�������ɶ����λ��ɵ�һ����ˮ�����ߣ�ÿ����λ�ֱ���1̨�ɱ�̿��������ƣ���ʵ�ֲ�ͬ�Ĺ��ܡ�
1
�豸������Ҫ��
����װ���߹���12����λ���乤��������ͼ1��ʾ��
ͼ1
����ת����Զ�װ���߹�������ͼ
WS1.1��λ���ڰѹ������ѹ��˸ǿ��ڡ��乤���������£��ȰѶ˸Ƿ���ѹ̨�ϣ��ٰѹ�����з���ѹͷ���ڣ�Ȼ��ͬʱ����˫�ְ�ť�������з�����ȷ����о�������ѹ����ѹ���������˸������ѹ����������ͬʱOP3�����������ʾ�йش�����Ϣ����ѹ����ѹʱ��ϵͳ����CoMo��-S���ܲ����DZ�����ѹ����λ�ƽ��м�⣬�������ϸ����̵�����ѹ���˻أ��о��ɿ������Խ����ת���µ��������������ϸ������������¸�λ��ť�о��ɿ���ȡ�������������ͨ����Ʒȷ�ϼ��㣬�ٷ����Ʒ���ڣ��ӳ��������Ժ����ظ��´�ѭ����ÿ��װ��Ľ���������ı���ʽ��ʱ��OP3�����������ʾ������
���ݹ���Ҫ��������ѹ��Ӧ������һ���ķ�Χ��ѹ����ȼ�λ�����ﵽһ��ֵ������Ҫ������е�ѹ����λ��ҲӦ����һ���Ķ�Ӧ��ϵ����ͬ��λ�ƣ���Ӧ��ѹ��Ӧ������һ���ķ�Χ�����ӹ�����������ϸ�Ϊ����ʵʱ���ѹ����λ�ƣ��ó���������߹�ϵ���ߣ����ݴ˶Թ�������������������Kistler��CoMo��-S���ܲ����DZ����������ͼ���DZ������õ�ɺ͵�ѹ�Ŵ���������ͬʱ�ɼ�ѹ����λ�ƴ�������·ģ�������źţ��Զ�ѡ�����̺Ͳ�ͬ�����꼰��ѿ̶ȣ��ó��������ߣ����з�ֵ���ݲ�����������λ�ȶ��ַ������ܣ����Ը�����Ҫѡ��ͬ����϶Ը��ֹ��̽��з����ͼ�⣬���ܷ������PLC�ӿڡ�ѹ�������������Ķ���ȫ������ѹ������Ϊʹѹ��ƽ�ȣ�ѡ����TOX��Һ��������Ϊѹ��Ԫ�����ɵ�ŷ�������������
2
ϵͳ���
2.1
Ӳ�����
���ݸù�λ��������źŵĵ���������Ҫ��ѡ�����Լ۱Ⱥܸߵ�SIEMENS
S7-214 PLC��Ϊ���ƺ��ģ�ͬʱ����չ��һ��EM223������ģ�飬���⣬ϵͳ������ֱ����Դģ�飬˫�ֲ�����ť����ģ���Լ�PLC����õ���PC���ӵ�PC/PPI���µȣ�ϵͳӲ���ṹ��ͼ2��ʾ��
ͼ2
ϵͳӲ���ṹͼ
Ϊ��ʵ���˻��Ի����ܣ���ϵͳ״̬��������ʾ�������ĵȣ�����չ��1̨OP3������壬��ͨ��һ��ר�õ�����PLC�ı���ͨѶ�����ӡ�
2.2
�����������
���Ƴ�����STEP7����Micro/WIN������������ʽ��д������ר�õı��������OP3������������ProTool��̬������̡�ϵͳ���Ƴ�����Զ����ֶ������֡����ֶ����֣�ͨ��OP3�ɷֱ���������˶������Ķ���������ѹ�����оߵ����á�CoMo��-S�����DZ��IJ�����ѡ������������ϵͳ���ԡ����Զ����֣����ж�����Ҫ��˳����ɡ�Ϊ��ʹPLC��OP3֮���������Ϣ�������ж�����һЩ�ڲ���־�Ĵ���λ��ͬʱ��ʹ����˳��̵���ָ�ʹ������֮�以���������ϵͳ�ɿ��ԡ��Զ����ֳ���������ͼ3��ʾ��
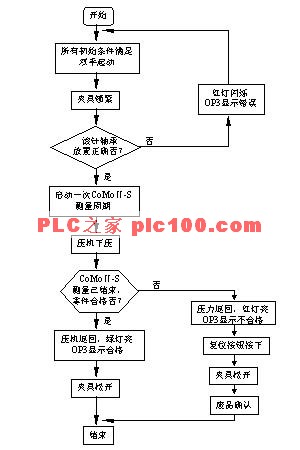
ͼ3
������������ͼ
3
������
����ת����Զ�װ���߲���PLC���ƣ���������ϵͳ��������豸�ɿ��ԣ�Ҳ�������˳�Ʒ�ʣ�ͨ�����������ϵͳ��������װ��4�ֲ�ͬ�IJ�Ʒ���ֳ��ĸ�����Ϣ���繤��״̬��������Ϣ�ȿ������ⱨ����������ʽ��ʾ�������������豸�IJ�����ά������װ������1999��10�����Ͼ���־����Ͷ�����������������ȶ��ɿ����ӹ����IJ�Ʒ�������豸���ϸ���ԣ�������ȫ����Ҫ��ȡ�������õ�Ч����