摘要:该论文介绍了WINCC
冗余系统在连续镀锌生产线的实际应用,详细说明了系统的网络组态、参数设置和调试步骤,并且以实际应用证明了WINCC冗余系统在自动化控制系统里的优势。
关键词:连续镀锌生产线 WINCC 客户机服务器 冗余
Abstract
This paper introduces that application of
WINCC redundancy system in continual galvanization line (CGL),
illuminate the detail of network configuration, parameters and
commissioning, and this project improves the advantage of WINCC
redundancy in automation control system
Key Words: CGL WINCC Server-Client
Redundancy
一、项目简介
近年来,连续镀锌生产线(CGL)等薄带钢处理线项目成为了钢铁行业投入的热点之一,我公司陆续承接了多个类似的项目,都是以西门子S7-400
PLC,WINCC作为基础自动化控制核心器件。其中湖南省涟源钢铁有限公司的冷轧厂连续热镀锌生产线就非常有代表性。
涟源钢铁有限公司位于湖南省中部,1958年建成投产,现已发展为拥有总资产151亿元以上、年产钢450万吨以上规模的特大型工业企业,是国家“863”高新技术研究发展计划CIMS应用工程示范单位,国家重点支持发展的300家工业企业之一。
冷轧厂连续热镀锌项目于2003年立项,目标是建成年产镀锌带钢31万吨,工艺设备水平一流、产品质量一流的生产线。该线的原料可以适应厚0.25~3.2mm,宽850~1570mm的冷轧带钢;全线可以分为入口段、入口活套、中央段(即工艺段)、出口活套和出口段五大部分及原料、成品供应运输辅助系统组成。
入口段由两台开卷机、一台三片模式焊机和其他辅助设备构成,完成原料的连续供应。最高速度220米/分钟。
中央段由清洗段、连续退火炉、热镀锌加热器(即锌锅)、镀层控制系统(气刀、镀层测厚仪、模型控制器)、小锌花、光整机、拉伸矫直机、无水钝化单元、耐指纹涂机和干燥系统构成,完成冷轧带钢的连续退火、镀锌、表面质量处理工作。最高速度160米/分钟。该部分是全线的核心,可以说出入口的所有的所有设备都是为了保证中央段平稳、顺利的运行。
出口段由成品飞剪、两台卷取机和其他辅助设备构成,以保证成品带钢顺利、高效的分卷、卸载、包装。最高速度280米/分钟。
入、出口活套是为了在入口、出口在上料、卸料时中央段仍然有继续运行的原料及成品存放区而设置的。
二、控制系统的构成
整个控制系统可以分为L2、L1两级。
L2主要完成产品原料数据、生产计划的分发、下放和成品数据的采集、整理,以及全线生产报表的生成查询工作。
L1是全线基础自动化控制的统称,全部选用了西门子产品。中央控制单元由9套S7-416-2DP
和1套S7-315F构成;现场信号采集及动作执行采用PROFIBUS-DP网络,全线共用了近300个DP子站;交流变频电机传动全部使用MASTERDRIVER
6ES70系列变频器,用CBP2通过DP网络连接到PLC控制系统。
人机界面(HMI-Human Machine Interface)是在WINCC
V6.0平台上开发的,采用了Server-Client模式,为了提高系统的可靠性降低停机时间使用了冗余功能。
PLC框架、WINCC
Servers/Clients、L2 Servers/Clients及具有以太网功能的单体设备之间采用10M/100M/1000M以太网连接,根据设备间的距离远近分别采用光缆、双绞线连接。
整个控制系统的以太网配置如下图所示:
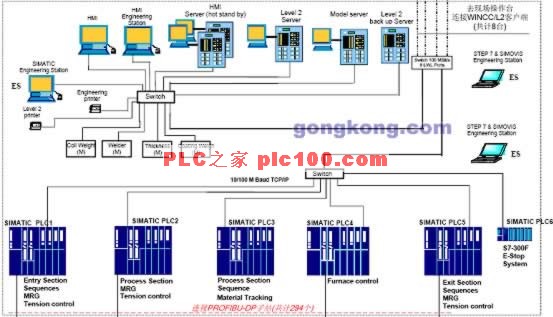
该项目的最大特点就是设备点多面广,工艺复杂,需要大量的参数设定、状态监控。如果采用传统的硬件操作台点进行控制则很不直观,而且也需要非常大的硬件投入。所以我们采用HMI操作为主,操作台操作为辅的方式,即只有线路起停控制在操作台上,几乎所有其他操作、状态显示、故障诊断、事件记录、过程数据归档等都在HMI上实现。这样既节省了大量的硬件投入,同时也提高了系统的直观易用性,随着硬件线路的减少相应的故障率、维护量也可以大幅度的降低。
但是由此也带来了一个问题,那就是整个生产线的控制非常依赖于HMI系统,即WINCC服务器系统,如果它发生停机故障那么整个生产线也要发生停车故障,这样就会造成原料的极大浪费,因此对人机界面(HMI)的稳定性提出了极高的要求。所以在该项目里我们采用了WINCC
冗余服务器的模式。
三、WINCC 冗余系统的设置与实现
一般情况下WINCC 都采用Server-Clients的模式,如图1没有Server2时的网络拓扑:Server1是HMI服务器,它一方面和PLC直接通讯采集、设定数据;另一方面和Clients通讯发布画面和数据给Clients;而Clients上的所有画面和数据全部来自Server1。这样的优势是做系统开发时只需要在Server1开发一套系统,既可以发布给所有的Clients共享,而且数据管理和维护更合理和方便,可以把管理级和过程级清晰的分开。但是缺点也是很明显的,那就是一旦Server1发生故障,则整个控制级就无法正常工作。如果能象图中增加Server2,使其和Server1互为热备,则可以大大的降低系统的运行风险。WINCC就提供了这样的解决方案即WINCC冗余系统。
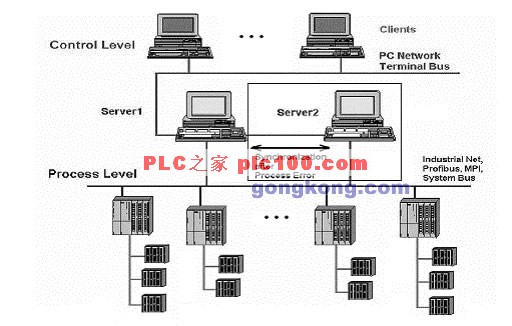
(图1)
WINCC冗余系统采用两台连接到一起的服务器协同工作,运行期间,两台服务器相互监控,可以及时的发现对方是否进入故障状态,如果一台服务器发生故障,则所有的客户端自动切换到仍然正常的服务器,从而保证所有客户端总可以进行对自动化系统的监视和操作。
在一台发生故障期间,正常的服务器继续完成系统内的信息、过程数据归档和记录;当故障服务器正常投入后,故障期间的归档记录会自动复制到恢复后的服务器,从而保证了服务器数据的完整和连续。这一过程也称作恢复后同步。
冗余系统的基本需求:
1. 服务器需要安装Windows
2000 Server版,WINCC项目配置为多用户模式(Multi-user)
2.
系统要求工作在时钟同步方式下。最好整个系统包括过程级和控制级都进行时钟同步,最少要在过程级进行时钟同步。如果控制级也要进行时钟同步,则需要安装WINCC的“Time
synchronization”选项。
3. 从PLC来的报警信息必须包含时间帧信息,在PLC程序内用报警块触发信息就包含时间帧信息。
4. 两个Server必须分别连接到PLC,这样下级的过程数据和信息可以并行的传送到Server
5. 两个Server都需要安装WINCC
“Redundancy”选项
6. 两个Server在功能的配置上需要完全相同
7. 每一个用户归档都要指定唯一的字段用来保存最后变化的时间
时钟同步,简单的说就是在一个系统内所有的具有时钟的站点都工作在相同的时间系统上。时钟同步系统内任一时刻只存在一个主时钟,其他站点都是从时钟,从时钟接受主时钟的时钟同步帧信号进行时钟同步,这个主时钟可以是WINCC
Server,也可以是PLC的CPU。WINCC的时钟同步可以用WINCC的“Time
synchronization”选项方便的进行设置;PLC的CPU可以在STEP7的硬件组态里进行设置。
冗余系统的组态:
冗余系统的前期开发和多用户系统的开发是完全一样的,只是在系统投入运行时要进行适当的组态。
具体的设置过程如下:
1. 右击WINCC
的Redundancy点击OPEN,打开冗余组态界面(图2),激活冗余配置,进行相关设置,而后点击OK退出。

(图2)
²
打开Redundancy配置环境时,在“server:”的输入框内系统会自动输入当前计算机名;除“Active
Redundancy”外其他都不可以操作。
² 激活“Active
Redundancy”选择框,其他选项都可以操作了。各项含义如表1:
根据自己项目的实际使用要求和情况进行相关的设置即可。
Ø 2两项必须要进行设置。
Ø 3~8项的设置都会影响到服务器恢复后的系统同步内容,建议采用默认设置,不过为了减少恢复后服务器系统的负担可以根据实际需要适当地减少同步内容。
Ø 9项是指当客户端连接到指定服务器的网络发生故障(此时服务器未必发生故障)时是否自动切换到冗余服务器,建议激活此项。
Ø 10项实际上是为服务器相互监控提供了另外一种检测手段,如果激活此项,则需要在服务器的串口间连接一根串口电缆,此时除了网络路径外,服务器间多了一条专用的状态检测链路,冗余系统的监控更可靠。需要说明的是串口连接只用作状态监控,而不进行数据同步。
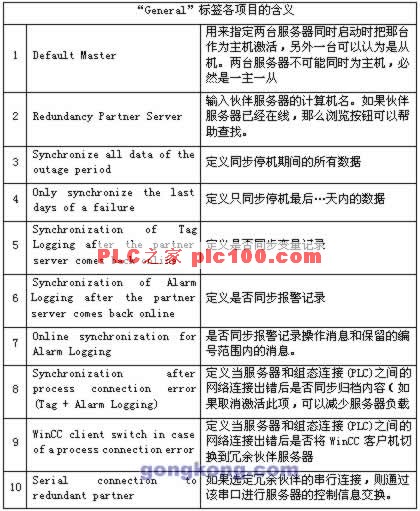
(表1)
当冗余功能设定完毕后,系统会自动生成内部标签组“Redundancy”,该组内有四个标签,用户可以直接用它们进行状态诊断及信息显示。
Ø @RM_MASTER:如果当前服务器是主机,则置位为1;否则为0。
Ø @RM_MASTER_NAME:当前主机服务器的设备名。
Ø @RM_SERVER_NAME:客户端当前访问的服务器名。
Ø @RM_OFFLINE_US_NAME:服务器恢复在线后,正在同步的用户归档名。
2. 为客户机指定首选服务器。配置好计算机和冗余功能,生产了服务器数据(Server
Data)后,右击“Server Data”然后点击“Client-specific
Setting”,打开客户机服务器指定界面(如图3),为每个客户机指定首选服务器,然后点击OK退出。
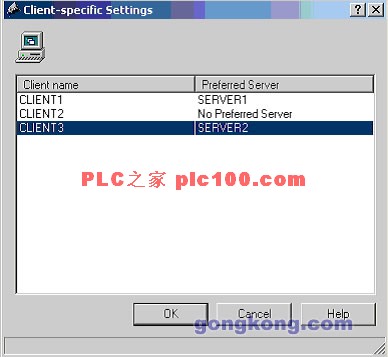
(图3)
为客户端指定首选服务器是为了更好的平衡服务器的负担,指定了首选服务器的客户端会自动的优先连接到指定的服务器,没有指定的则始终连接到主服务器上。
3. 退出WINCC管理器,点击“开始”、“SIMATIC”、“WINCC”、“TOOLS”下的“Project
Duplicator”复制出冗余项目到冗余服务器。用“Project Duplicator”复制冗余项目的好处是可以自动的完成另外一台服务器的冗余配置同时生产完全相同的项目。
至此WINCC冗余项目已经设置生成完毕,可以投入运行了。
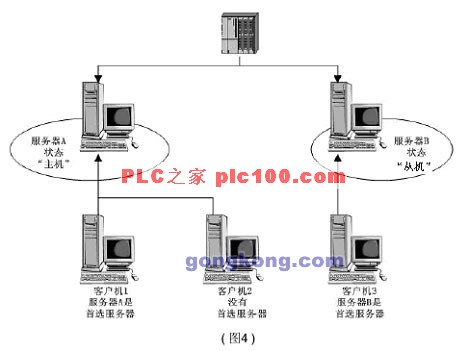
冗余系统的工作过程:
当服务器都正常时整个系统的运行拓扑如图4所示,每台客户端PC都连接到自己的首选服务器。此时服务器A是主机;B为从机;客户端1、2连接当服务器A,客户端3连接到服务器B。
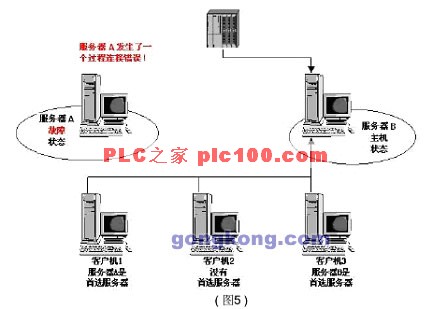
当其中一台(如服务器A)发生故障,所有的客户端PC都自动切换到另一台(如服务器B)上工作,
HMI系统可以正常的运行,而不影响使用。切换完的运行拓扑入图5所示。
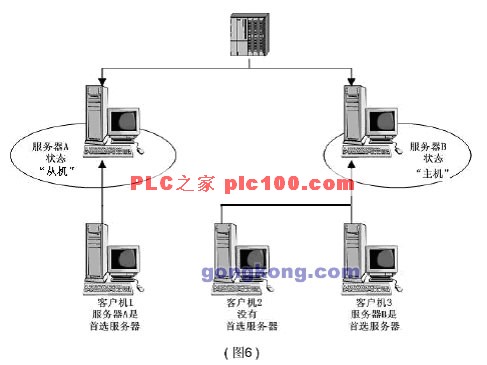
当服务器A在线后,客户机1连接回服务器A,客户机2、3仍然连接到服务器B。从这里我们也能看出为客户机指定首选服务器的作用。
四、项目的运行及应用体会
2005年11月,WINCC冗余系统已经在涟源钢铁公司冷轧厂连续镀锌生产线调试完成并且顺利投入运行。WINCC标签总量超过6万,画面170余幅,报警信息2万多条,变量归档130多个,经过一年多的实际运行,用户反映良好,没有因为WINCC服务器故障而造成生产线停车。而且WINCC冗余系统除了增加一套服务器的软硬件外,不需要增加系统开发的成本,从而用非常小的投入,能够极大地提高系统的可靠性,对于当前越来越庞大和复杂的自动化控制系统是一种非常好的解决方案。