1.
控制要求
当起动按扭按下,电动机M1、M2运行,按S1表示检测到物件,电动机M3正转,即M3F亮。再按S2,电动机M3反转,即M3R亮,同时电磁阀Y1动作。再按S1
,电动机M3正转,重复经过三次循环,再按S2时,则停机一段时间(3s),取出成品后,继续运行,不需要按起动。当按下停止按钮时,必须按起动后方可运行。必须注意不先按S1,而按S2将不会有动作。
图1
轧钢机控制示意图
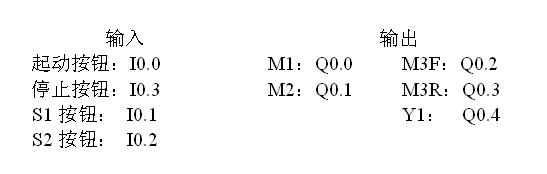
2.
I/O分配
3.按图所示的梯形图输入程序。

4、轧钢机控制语句表
|
1 |
LD |
I0.0 |
14 |
O |
Q0.2 |
27 |
A |
M0.0 |
|
2 |
O |
T38 |
15 |
A |
I0.3 |
28 |
A |
M0.1 |
|
3 |
O |
M0.0 |
16 |
AN |
I0.2 |
29 |
= |
Q0.3 |
|
4 |
A |
I0.3 |
17 |
A |
M0.0 |
30 |
= |
Q0.4 |
|
5 |
= |
M0.0 |
18 |
= |
Q0.2 |
31 |
LD |
Q0.3 |
|
6 |
LD |
I0.0 |
19 |
S |
M0.1,1 |
32 |
LD |
T38 |
|
7 |
O |
Q0.0 |
20 |
LDN |
I0.3 |
33 |
CTU |
C1,+4 |
|
8 |
O |
T38 |
21 |
O |
C1 |
34 |
LD |
C1 |
|
9 |
A |
I0.3 |
22 |
R |
M0.1,1 |
35 |
TON |
T38,+30 |
|
10 |
A |
M0.0 |
23 |
LD |
I0.2 |
36 |
R |
Q0.0,4 |
|
11 |
= |
Q0.0 |
24 |
O |
Q0.3 |
37 |
|
|
|
12 |
= |
Q0.1 |
25 |
A |
I0.3 |
38 |
|
|
|
13 |
LD |
I0.1 |
26 |
AN |
I0.1 |
|
|
|